IMPIANTI SPECIALI ED INNOVATIVI
Linea di produzione pali decorativi e alta resistenza senza saldatura (Hsp – Hot Spun Pole)
Pali decorativi e alta resistenza, senza saldatura, a partire da tubi commerciali.
LINEA DI PRODUZIONE PALI DECORATIVI E ALTA FREQUENZA SENZA SALDATURA (HSP – HOT SPUN POLE)
OMM offre soluzioni ampie e flessibili grazie alla sua ultima linea di produzione HSP con rulli di formatura a caldo con elevata precisione e qualità, che rendono questa macchina adatta per le società che vogliono coprire una vasta gamma di tipologia di pali per arredo e illuminazione urbana e pali decorativi.
La linea di produzione HSP di OMM può essere gestita e utilizzata facilmente grazie alla sua interfaccia intuitiva. È prodotta con le ultime tecnologie di produzione capaci di garantire i migliori risultati in termini di pali decorativi e alta resistenza.
Usata per la produzione di pali decorativi e ad alta resistenza, rappresenta la soluzione per le società che vogliono produrre pali di buona qualità, di sezione circolare, formati tramite rulli, a partire da tubi commerciali.
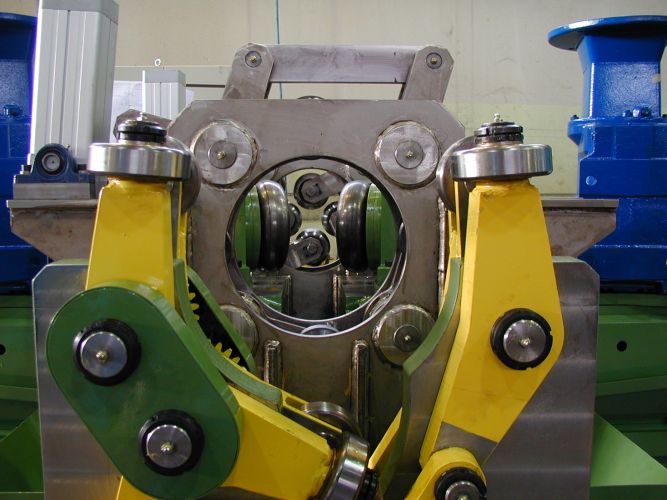
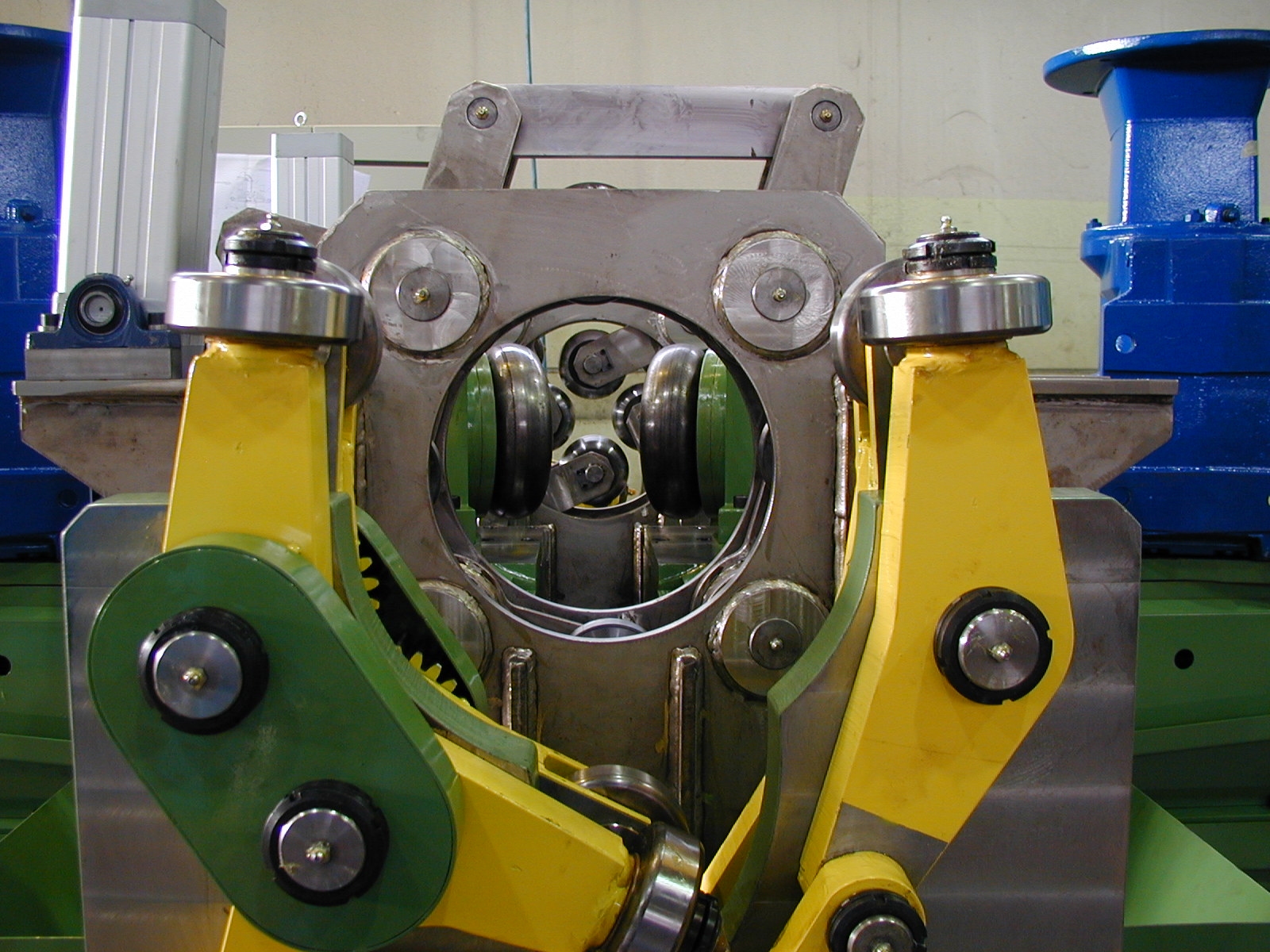
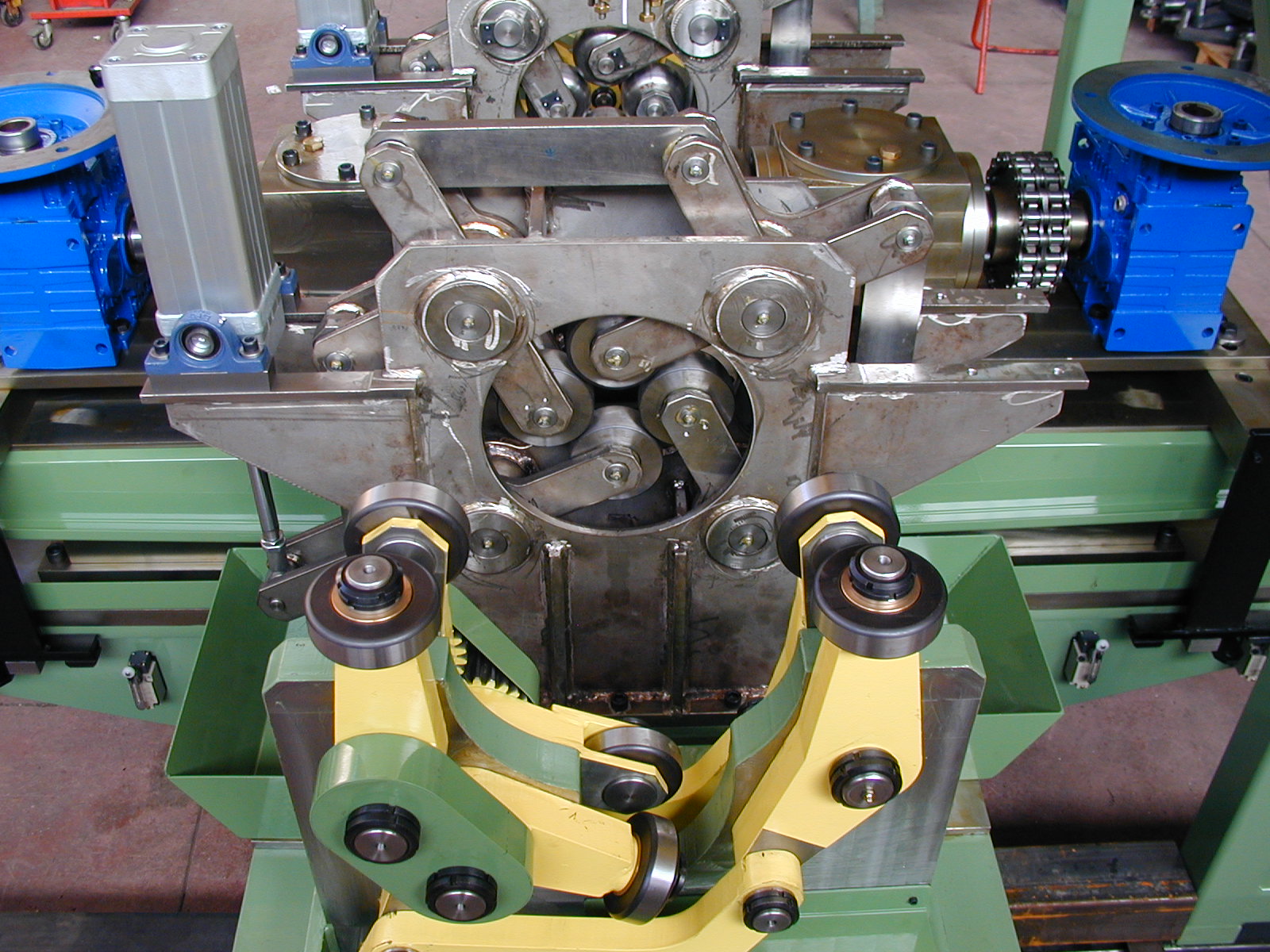
Questa macchina consente, partendo da una vasta gamma di tubi cilindrici, di realizzare praticamente una serie infinita di pali tramite formatura a caldo. La forma viene imposta tramite software e realizzata tramite il movimento dei rulli di formatura a caldo, controllati da CNC.
La linea di produzione HSP di OMM è adatta alla produzione di pali tondo conici (assial-simmetrici) per illuminazione urbana, pali di illuminazione, pali rastremati e pali ad elevata resistenza meccanica per applicazione trasmissione energia ferroviaria. Questo sistema usa una tecnologia di formatura a caldo con rulli a partire da tubi commerciali prodotti secondo lo standard EN10305 – BS6323P5.
Una delle caratteristiche principali di questa macchina è la capacità di rimuovere la saldatura in eccesso, quindi un palo saldato in maniera tradizionale e lavorato su questa macchina avrà un giunto di saldatura che non è possibile distinguere dall’esterno.
La linea di produzione HSP di OMM, dopo la lavorazione garantisce uno spessore uniforme, uguale allo spessore iniziale, su tutta la lunghezza di formatura dei rulli. Inoltre, per una produzione speciale, c’è la possibilità di avere una riduzione dello spessore, in modo progressivo lungo la parte di tubo lavorato con i rulli.











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Caratteristiche tecniche e principali
Tutto il processo è gestito da un solo operatore per il settaggio dei parametri e supervisione, completamente automatico senza alcuna manipolazione del palo/tubo.
Realizzare una palo ad elevato impatto estetico, diverso dalla massa, fa la differenza nella vendita.
Questa macchina come tutte le nostre macchine/impianti è stata progettata e prodotta rispettando tutte le norme, in termini di sicurezza e nel rispetto dell’ambiente (rumore, aspirazione fumi, recupero di energia), dato dalla Comunità Europea:
• Conforme a tutti i requisiti applicabili della direttiva 2006/42/CE
• Conforme a tutte le disposizioni applicabili della direttiva 2006/95/CE (bassa tensione)
• Conforme a tutte le disposizioni applicabili della direttiva 2004/108/CE (compatibilità elettromagnetica)
• Conforme alla norma EN ISO 12100 (Principi generali sulla progettazione delle macchine)
• Conforme alla norma EN 60204 (apparecchiature elettriche per macchine)
OMM implementa il sistema di gestione in conformità alla norma europea ISO 9001:2015 per la progettazione, costruzione, installazione e manutenzione delle apparecchiature industriali automatiche per la fabbricazione dell’acciaio (EA 18).
- Linea alimentata da tubi commerciali
- Pali senza saldatura
- Diametro minimo-massimo del tubo 76-245 mm
- Diametro minimo-massimo del palo (base) 76-245 mm
- Diametro minimo del palo (top) 60 mm
- Spessore minimo-massimo 2.9-6.3 mm
- Lunghezza minima-massima del palo 3.500-15.000 mm
- Materiale E190 – E420 (en 10305) normalizzato
- Velocità massima per diametro massimo 1,5 m/min
- Temperatura massima di riscaldo 850 °C
- Potenza del gruppo di riscaldo 350 KVA
- Tolleranze (*):
– Sul diametro esterno: ± 1 % (minimo ± 1 mm)
– Sull’ovalizzazione: ± 2 % sul diametro risultante dalla misura della circonferenza
– Sulla lunghezza totale: ± 0,5 %
– Sul fusto conico: ± 20 mm
– Sullo spessore: ± 0,3 %
– Sulla rettilineità: 3 ‰ - Solo un operatore per l’intero ciclo di lavoro (formatura, apertura portella, taglio e sbavatura)
(*) Certamente, le tolleranze sono valide a condizione che i tubi in ingresso siano conformi alle norme DIN-1626. Circa la qualità dell’aspetto, la superficie deve risultare regolare e liscia senza alcuna rientranze, incisione e ammaccatura.